


联系我们

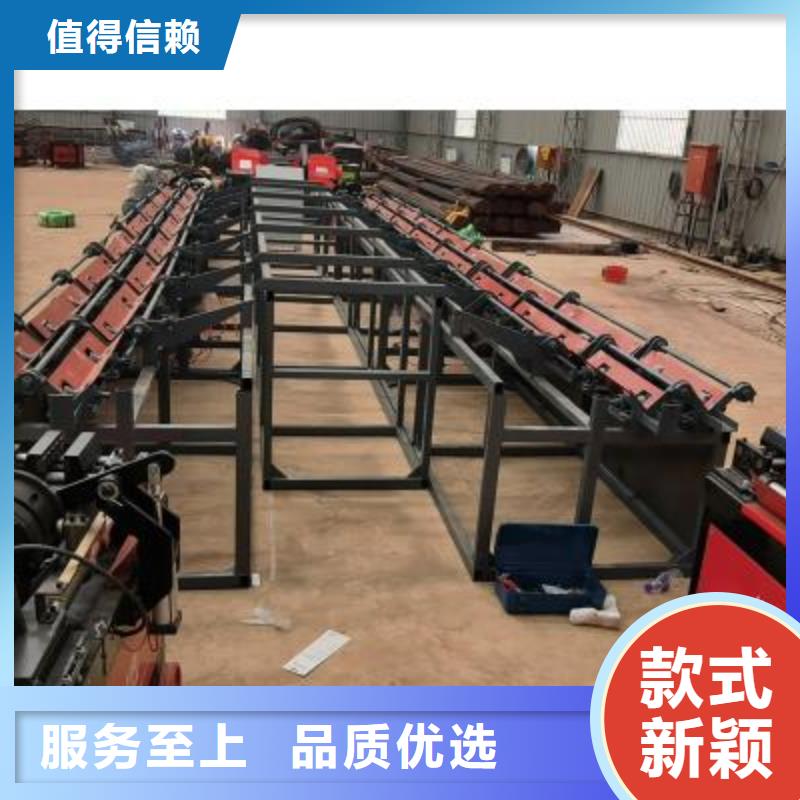
数控锯切套丝打磨生产线性价比高
更新时间:2025-02-12 09:51:34 浏览次数:1 公司名称:许昌 建贸机械 有限公司
| 最小起订 | 1 |
|---|---|
| 质量等级 | 优级 |
| 是否厂家 | 是 |
| 产品品牌 | 河南建贸 |
| 产品规格 | JMGSX-500 |
| 发货城市 | 长葛 |
| 产品产地 | 河南 |
| 可售卖地 | 全国 |
| 型号 | GB4240 |
| 功率 | 4kw |
| 名称 | 金属带锯床 |
| 材质 | 金属 |
| 品牌 | 河南建贸机械 |





4、 锯割管材或薄板型材,齿距不应小于资料的厚度。在锯割时应将手柄退到慢的方位,并削减进刀量。
5 、金属带锯床在作业中,禁绝半途变速,锯料要放正、卡紧、卡牢,按原料硬度和锯条质量决议进刀量。
6 、有必要专用液压油和光滑油液压传动及光滑装置中,冷却液有必要清洁,并按周期替换或过滤。
7 、在资料行将锯断时,要加强调查,留意操作。
8 、作业结束,堵截电源,把各操作手柄放回空位上,并做好清扫作业。
9 、机床作业时如发现毛病,应立即泊车报告建造与保障部派机修工修补。鑫岳机床一直认为:供给优质的产品,是报答客户 的办法。


锯齿过早钝化 1、 跑合时间不足或操作不当
2、 工件太硬
3、 线速度太快,进给太大
4、 锯带进给过小
5、 冷却不足
6、 工件夹杂硬块
7、 选齿不当
8、 锯带齿向安反
9、 张力太小
10、锯架上升不到位
11、新锯带切旧锯口 1、 注意新带跑合,适当减小进给
2、 检查工件加工条件,选择正确的锯带
3、 调整带锯条的线速度和进给量
4、 加大进给量,注意切削变形
5、 选择 冷却液
6、 检验工件硬度
7、 根据工件截面几何形状选择齿型
8、 重新安装锯带
9、 适度增大张力
10、重新调整锯架上升限位
11、避开旧锯口
技术规程
项目 主要技术要求
1.金属锯床作业岗位须编制《金属锯床作业岗位‘四清楚’卡》并悬挂在作业现场,作业人员须经过岗位培训考核,达标后发“上岗证”,上岗作业时须携带。
2.锯床工作位置应保证操作人员的,平台和通道必须防滑,必要时设置踏板和栏杆。



机床通过机械、电气、液压的配合,具有自动夹紧、自动进刀、切割完毕锯架自动快速上升(即退刀)的功能。
进给速度,在给定的范围内,可进行无级调整。
由于其切削刀具,采用进口薄片的双金属带锯条,因此,切口窄,耗材少,所需动力小,是大、中型企、事业单位切割大型钢胚、大型模具钢胚的一种具有显节材又节能的切割刀具。
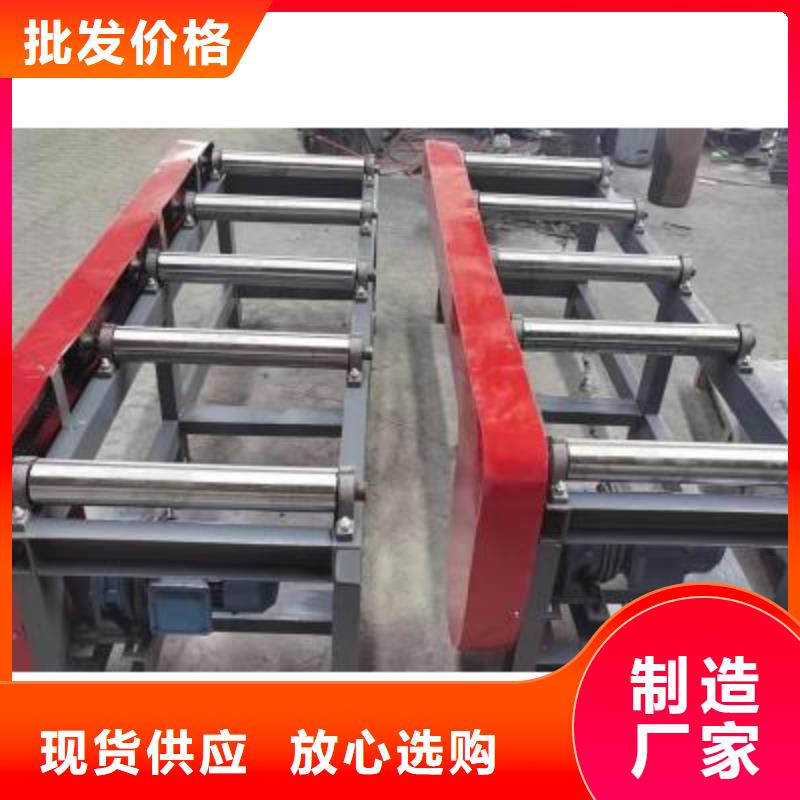
加强型可调式钨钢夹持片,确保锯切精度。
锯架上下升降定位,由紫外线接近开关控制,送料控制返回原点时定位,由紫外线接近开关控制(常开)。
送料长度尺寸由光栅尺检测定位,光栅尺检测有效范围500mm。
全自动控制人机界面通过机械、电气、液压的配合,具有自动送料、自动切削等系统来控制工作循环。
在操作系统里分为手动与全自动工作,由人机界面转换控制。
在带锯床上装有二组虎钳,一组用来锯料时夹紧,自动送料由另外一组虎钳夹紧通过油缸工作来控制送料。送料长度由紫外线接紧行



长期以来建贸机械 有限公司坚持“发展经济、服务社会”的经营宗旨,以 山西长治智能压浆厂家市场为导向,以科技为依托,科学管理,科学决策,不断总结积累生产技术经验,积j i引进先进的生产技术和设备,努力提高生产技术水平,提高 山西长治智能压浆厂家产品科技含量,保持生产技术水平始终处于同行业较前位置。同时建立了一整套完善的售后服务体系,优化 山西长治智能压浆厂家服务质量,注重服务实效,健全市场管理。跟踪市场调查,反馈用户意见,诚实守信,满足用户要求,取得良好效果。通过不断努力,企业管理水平明显提高, 山西长治智能压浆厂家规模效益逐步扩大,企业综合实力不断增强,企业已迅速迈入经济发展的快车道,企业发展前景广阔。


